دسته بندی ها
- بیشتر -آخرین مطالب
-

مبانی تضمین کیفیت در سازه های جوشکاری-1
تاریخ:۱۴۰۱/۰۹/۲۱ زمان:۱۴:۵۲:۳۷ -
 تاریخ:۱۴۰۱/۰۷/۲۷ زمان:۱۱:۲۳:۳۹
تاریخ:۱۴۰۱/۰۷/۲۷ زمان:۱۱:۲۳:۳۹ -
 تاریخ:۱۴۰۱/۰۷/۲۶ زمان:۱۱:۳۰:۴۴
تاریخ:۱۴۰۱/۰۷/۲۶ زمان:۱۱:۳۰:۴۴
نمایش جزئیات
الکترود جوشکاری فولاد زنگ نزن

الکترود جوشکاری فولاد زنگ نزن
بدلیل تنوع فولاد های زنگ نزن وتعدد درجه آنها و تغییر شدت حرارت ، واسطه خورنده و غیره که قطعه جوش شده تحت آن شرایط قرار خواهد گرفت ، در بیشتر موارد ، انتخاب الکترود مناسب برای جوشکاری فولاد زنگ نزن از انتخاب الکترود مناسب برای جوشکاری فولاد ساده بحرانی تر است .
انتخاب درست الکترود برای حصول بیشترین نتایج رضایت بخش به تجزیه و تحلیل تمام شرایط مورد اعمال به قطعه ی بخصوص ، بستگی دارد . فلز جوش فولاد زنگ نزن نه تنها بایستی دارای مقاومت کششی و قابلیت نرمی کافی باشد بلکه بایستی دارای مقاومت خوردگی معادل با زوج فلز باشد . از اینرو الکترود بایستی ترکیب شیمیایی قابل قیاس با فلز مبنا داشته باشد . از آنجایی که درصد قابل توجه ای از جوشکاری فولاد زنگ نزن مربوط به ورق های نازک است ، بنابراین الکترود بایستی ضمن آنکه در سراسر اتصال نفوذ کافی داشته باشد ، موجب سوختگی لبه ها اتصال نگردد . الکترود فولاد زنگ نزن بایستی جوش همواره تولید کند به طوری که نیاز به سنگ زنی ، به حداقل برسد . رنگ فلز جوش پس از پرداخت بایستی بطور کامل با رنگ زمینه فلز مبنا همخوانی داشته باشد .
شماره های شناسایی AWS برای طبقه بندی الکترود ها ی جوشکاری فولاد زنگ نزن با شماره های شناسایی AWS برای طبقه بندی الکترود های جوشکاری فولاد کربنی فرق دارد .
رقم های اولیه ( سمت چپ ) بجای مقاومت کششی ، مربوط به شماره طبقه بندی فولاد زنگ نزن طبق روش AISI می باشد . مثلا الکترود های سری E309-XX و E308-XX برای جوشکاری فولاد زنگ نزن آستنیتی مناسبند .
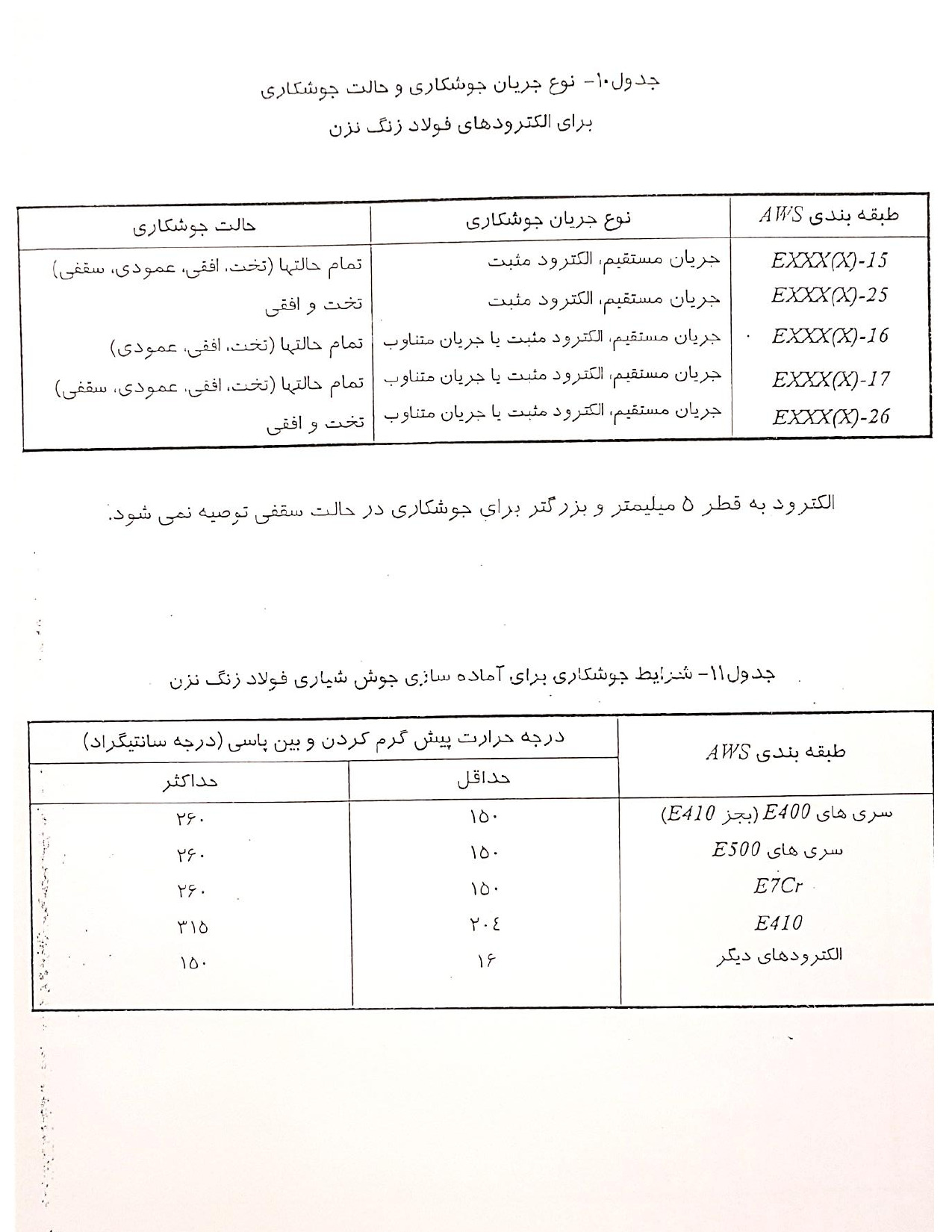
دو رقم آخر ( دو رقم سمت راست ) در شماره طبقه بندی در شماره طبقه بندی AWS به حالت جوشکاری ، نوع برق و خصوصیات کاری الکترود مربوط است . پنج نوع روپوش برای الکترود های جوشکاری فولاد زنگ نزن متداول است .
مشخصه های قابلیت استفاده برای روپوش های الکترود جوشکاری فولاد زنگ نزن عبارتند از :
15 – روپوش آهکی
16 _ روپوش روتیلی
17 _ روپوش آهکی– روتیلی
25 _ روپوش ضخیم آهکی
26 _ روپوش ضخیم رتیلی
روپوش آهکی
الکترود با روپوش آهکی به الکترود نوع 15 معروف است ( E3XX-15 ) و فقط برای جوشکاری با جریان مستقیم و قطب معکوس ( الکترود مثبت ) بکار برده می شود .
مواد معدنی عمده تشکیل دهنده روپوش آهکی ، سنگ آهک و فلداسپات می باشد . این نوع روپوش مقدار کمی اکسید تیتانیوم ( تا 8 درصد ) دارد .
الکترود با روپوش آهکی در تمام حالت ها خصوصیات کاری خوبی ارائه می دهد . این نوع الکترود جوش های محدب تولید نموده و کافی بودن سطح مقطع جوش در پاس ریشه ، از ترک خوردن جلوگیری می کند .
انجماد سریع فلز جوش به وسیله این نوع روپوش کار جوشکاری در حالت های عمودی و سقفی را آسان می نماید . سرباره تشکیل شده به طور کامل جوش را می پوشاند ، عمل تر کردن آن سریع بوده و جوش حداقل پاشیدگی را دارد .
روپوش الکترود عمل روانسازی را به خوبی انجام داده و نا خالصی ها را از جوش خارج می نماید و بدینوسیله جوش عاری از تخلخل و با خواص مکانیکی و مقاومت به خوردگی مورد نظر ایجاد می کند .
الکترود به قطر 2/3 میلیمتر یا کوچکتر برای جوشکاری عمودی سرازیر خوب عمل می کند .
روپوش روتیلی
الکترود با رپوش روتیلی به الکترود نوع 16 معروف است ( E3XX-16 ) و برای جوشکاری با جریان متناوب یا جریان مستقیم قطب معکوس مورد استفاده قرار میگیرد .
الکترود روپوش روتیلی دارای بیش از 20 درصد اکسید تیتانیوم می باشد . الکترود روپوش روتیلی در همه حالت ها جوش های مرغوب تولید می کند . این الکترود به دلیل یکنواختی عمل قوس ، ظرافت ظاهر جوش و خیلی آسان بودن پاک کردن سرباره ، جوشکار پسند است و به روپوش نوع آهکی ترجیح داده می شود .
این عوامل و هموارتر بودن جوشها و تقعر کم موجب می شود که زمان کمتری بر ای تمیز کردن ، سنگ زنی و پرداخت ، نسبت به زمان لازم برای جوشهای حاصل از الکترود فولاد زنگ نزن نوع آهکی ، لازم باشد . الکترود روپوش روتیلی عموما برای کارگاه هایی که فقط یک نوع روپوش انتخاب میکنند ، ترجیح دارد .
روپوش آهکی _ روتیلی
روپوش نوع آهکی _ روتیلی دارای 8 تا 20 درصد اکسید تیتانیوم می باشد . این نوع الکترود هم با جریان مستقیم و هم با جریان متناوب قابل استفاده است . رو پوش آهکی _ روتیلی الکترود همه حالته است و برای جوشکاری فولاد زنگ نزن فقط کرم دار ( فریتی ) و فولاد زنگ نزن کرم مولبیدن و تا حدودی برای فولاد زنگ نزن کرم نیکل ( آستنیتی ) بکار برده می شود .
روپوش ضخیم آهکی
روپوش با مشخصه قابلیت استفاده 25 – با روپوش با مشخصه 15 – خیلی شبیه است ، لذا همان شرح کفایت می کند .
سیم مغزه الکترود با روپوش 25 – باسیم مغزه الکترود با روپوش 15 – تفاوت اساسی دارد و بنا براین شدت جریان بیشتری لازم است . آلیاژهای اضافی مورد نیاز در روپوش این الکترود ها در نظر گرفته شده و این الکترود ها روپوش ضخیم هستند و فقط برای جوشکاری در حالت تخت و افقی به کار میروند .
روپوش ضخیم روتیلی
روپوش با مشخصه قابلیت استفاده 26- با روپوش با مشخصه 16- خیلی شبیه است لذا همان شرح کفایت می کند
سیم مغزه الکترود با روپوش 26- با سیم مغزه الکترود با روپوش 16 - تفاوت اساسی دارد و بنابراین شدت جریان بیشتری بیشتری لازم است . آلیاژ های اضافی مورد نیاز در روپوش این الکترود ها در نظر گرفته شده و این الکترود ها روپوش ضخیم هستند و فقط برای جوشکاری در حالت تخت و افقی بکار می روند .
آلیاژ های اضافی مورد نیاز در روپوش این الکترود ها در نظر گرفته شده و این الکترود ها روپوش ضخیم هستند و فقط برای جوشکاری در حالت تخت و افقی بکار میروند .
آنالیز شیمیایی الکترودهای جوشکاری فولاد زنگ نزن در جدول ارائم گردیده است .


نکات کلی
در روپوش الکترود های فولاد معمولی برای حذف هیدروژن در الکترود های کم هیدروژن که موجب بروز ترک زیر مهره ای می گردد . از ترکیبات کربنی نظیر کربنات های قلیایی خاکی استفاده می شود چون این ترکیبات کربن دارند و کرم هنگام جوشکاری میل ترکیبی شدیدی با کربن دارد و می تواند کاربید کرم تشکیل دهد ، از اینرو برای روپوش الکترود های فولاد زنگ نزن از آهک استفاده می شود .
منگنز و سیلیسیم بمنظور کاهش اکسیداسیون در روپوش بکار برده می شود . وجود تیتانیوم در روپوش الکترود ، پایداری قوس را بالا می برد و ایجاد سرباره ای می کند که به راحتی از روی جوش پاک می گردد و از ته نشینی کربن و ایجاد کاربید کرم جلوگیری می کند . نیوبیوم هم از تشکیل کاربید کرم جلوگیری می نماید .
انتخاب شایسته اندازه الکترود و شدت جریان جوشکاری برای جوشکاری آلیاژ های کرم نیکل بخاطر بالا بردن ضریب انبساط آنها خیلی مهم است .
عموما استفاده ار الکترود با قطر کوچکتر و شدت جریان کمتر نسبت به اندازه الکترود و شدت جریان جوشکاری ورق ها یا پروفیل ای فولادی ساده ، به کاهش پیچیدگی کمک خواهد نمود . پیروی از توصیه های کارخانه سازنده الکترود همواره بایستی مد نظر واقع شود . جوشکاری فولاد زنگ نزن نسبت به جوشکاری فولاد ساده بحرانی تر است و بخاطر گرانی قیمت فولاد زنگ نزن هر اشتباهی در این مورد گران تمام میشود .

دستور العمل اجرایی جوشکاری فولاد زنگ نزن آستنیتی
برای جوشکاری لوله های زنگ نزن آستنیتی بایستی نکات مشروحه زیر مورد توجه قرار گیرد :
1 _ تهویه
دودهای حاصل از جوشکاری و ذرات معلق همواره آنها بایستی به نحو مناسبی از محیط خارج شود .
2 _ تکیه گاه
مونتاژ قطعات لوله و فیتینگ مربوط به ساخت اسپول بایستی روی تکیه گاه مناسب مونتاژ و آماده جوش کاری گردند . تکیه گاه مزبور بایستی طوری باشد که ضمن جوشکاری احتمال جرقه زدن بین فولاد کربنی ( carbon steel ) و فولاد زنگ نزن ( stanless steel ) به هیچ وجه وجود نداشته باشد . تکیه گاه نبایستی تیز باشد که بتواند روی لوله یا فیتینگ خراش ایجاد نماید .
3 _ گیره اتصال
گیره اتصال که کابل را به قطعه متصل می کند بایستی از جنس فولاد زنگ نزن باشد و یا با واسطه ورق نازک از جنس فولاد زنگ نزن به قطعه متصل شود تا امکان جرقه زدن و وارد کردن عناصر ناخواسته به سطح فولاد زنگ نزن نداشته باشد .
4_ تمیزی سطوح جوش شونده
سطوح جوش شونده بایستی از نظر تمیزی به دقت بازرسی شود . هرگونه آلاینده خصوصا مواد دارای یون کلراید ، روی ، سرب ، چربی و هرگونه مواد کربن زا و غیره نبایستی در محل جوش یا نزدیک آن باقی بماند . در علامتگذاری با ماژیک و مارکرهای دیگر بایستی توجه کافی مبذول گردد .
5 _ برس تمیزکاری
برس مورد استفاده بایستی از جنس فولاد زنگ نزن باشد ( استفاده از برس های گالوانیزه ممنوع است )
6_ سنگ زنی
برای تمیزکاری فولاد زنگ نزن بایستی از صفحه سنگهای مخصوص فولاد زنگ نزن استفاده شود . در صورت در دسترس نبودن صفحه سنگ مخصوص فولاد زنگ نزن ، فقط می توان از صفحه سنگ تازه ( که قبلا برای فولاد کربنی استفاده نشده باشد ) استفاده نمود . هیچگاه فولاد کربنی در جوار فولاد زنگ نزن ، سنگ زده نشود تا جرقه های آن بر روی فولاد زنگ نزن ننشیند و آنرا خراب نکند .
7_ نوسان دست
جوشکاری ساده برای #فولاد زنگ نزن ترجیه داده می شود . جوشکاری نوسانی نیز برای فولاد زنگ نزن بلا مانع است ، بشرطی که حداکثر دامنه #نوسان دست از 5/2 برابر قطر الکترود بیشتر نگردد .
8 _ تغییر رنگ
جوش و کناره های جوش نبایستی پس از جوشکاری تغییر رنگ دهد .
9 _ کنترل درجه حرارت
برای #فولاد زنگ نزن آستنیتی پیش گرمایش لازم نیست و #درجه #حرارت بین پاسی نبایستی از 150 درجه سانتی گراد بیشترشود . #کنترل درجه حرارت ضمن جوشکاری با استفاده از گچهای حرارتی (tempil stick ) یا #دماسنج های مادون قرمز ( غیر تماسی ) انجام می شود .
10_ خشک بودن
سطوح جوش شونده و سطح نزدیک به #محل #کار #جوش بایستی خشک باشد تا مشکلات ترکهای هیدروژنی پیش نیاید .
11 _ وزش باد و کوران
#قوس جوشکاری بایستی از وزش باد و کوران #هوا #محافظت شود .
12_ حفاظت جوش از داخل لوله
حفاظت جوش از داخل #لوله با گاز #محافظ ( purge ) بصورت مناسب انجام شود .
13 _ شماره شناسایی
کلیه درز جوش ها و اسپول های ساخته شده بایستی #شماره شناسایی داشته باشند . شماره شناسایی درزجوش یا اسپول با مارکر مناسب روی سطح بیرونی لوله درج می شود .
14_ حمل و نقل
جابجایی و چیدمان اسپول ها بایستی طوری باشد که به قطعات لوله یا فیتینگ آسیب نرساند .
15_ روشنایی
روشنایی #کارگاه بایستی برای انجام #جفت و جوی ، #جوشکاری ، #تمیزکاری و #بازرسی جوشها و #قطعات مناسب باشد .
